玻璃钢桥架的防腐蚀保护工艺

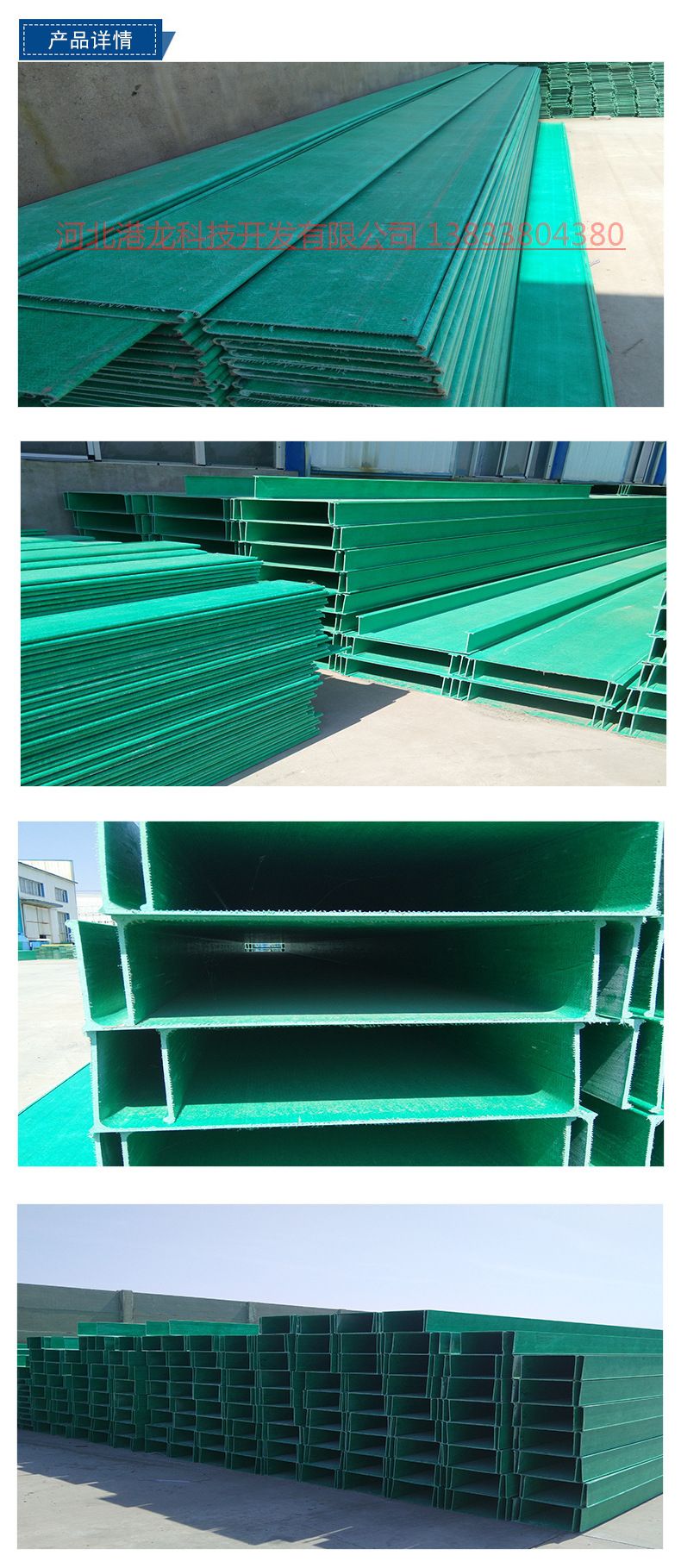


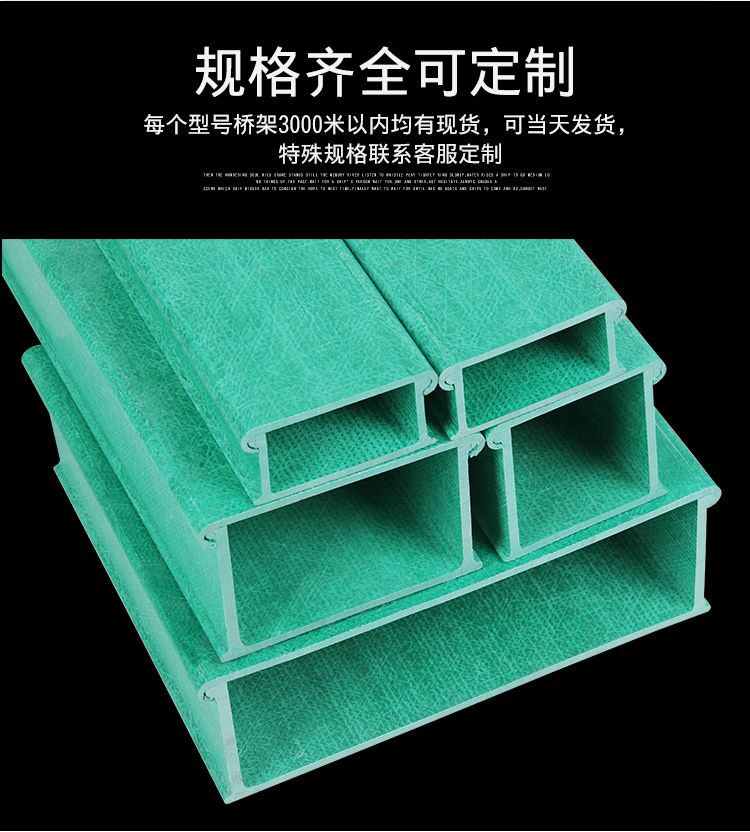



玻璃钢桥架冷电镀锌钝化后加浸塑或热浸镀锌钝化后浸塑双重防腐蚀保护层的抗腐蚀能力非常强,特别适应于有强酸、强碱、盐腐蚀气体的环境之中,例如生产盐酸、硫酸、喊、硝酸及钢厂、农药厂、造纸厂、化工厂等企业全面安装,长期使用可得到显著的抗腐蚀效果和经济效益,其工艺如下:

(1)冷电钱锌饨化后浸塑:把冷电镀锌钝化后的工件用软棉(纱)布把工件表面上的灰尘清除干净、供干加热(时阿按工件大小控材)一民塑,机械振动~塑化,冷却一修整,检直,包装.
(2)热径钱锌后授塑:把热授镀锌钝化修整后的工件用软棉(纱)布把工件表面上的灰尘清除干净一供干加热(时间按工件大小控制)~径塑~机械振动~塑化~冷却~修整~检查~包装。
为了准确地确定加热温度和时间,对不同涂料应先进行试验,可以将不同厚度的试样悬挂在一起,预热后在白色的粉末涂料中浸徐,然后放入设定温度的炉内,每隔一定温度取出,观察涂层颜色变黄情况来确定最佳的涂层温度。
流动浸塑。玻璃钢桥架预热后垂直搜入流动槽中,流化床的尺寸深度应根据桥架的长度、宽度和生产效率决定。摺底安装微孔板,通入压缩空气,使粉末充分流化。
钢制电缆桥架一次浸塑,可以获得0.2一0.8mm的涂层。如果要求更厚的涂层,可以多次反复加热浸涂。浸涂时间应控制在2---5s内,防止温降造成涂层厚度不均。搜涂出槽后稍加振动,或吹掉多余的涂料。
塑化。浸塑后的涂层一般不能完全流平,需要二次加热进行塑化。塑化炉的结构和加热方式与预热炉基本相似,只是加热温度应低些。塑化温度的高低和时间长短由 采用的徐料决定。对于工件较大的桥架,由于其热容量较大,如果预热温度控制恰当,不进行塑化,涂层也能流平。
冷却。桥架塑化后应进行冷却,冷却的方式应由徐料的性能决定。可以采取风冷、水冷或空冷,但应注意,急骤冷却会造成涂层内产生内应力。有时急冷还会出现斑点和凸包皱纹缺陷。最好还是采取空冷。
上一篇:安装玻璃钢桥架时的注意事项
下一篇:玻璃钢槽式电缆桥架